

HeadCell eliminates Chandler, AZ's punishing grit problem
A HeadCell®, TeaCup® and Grit Snail® grit removal system provides total plant protection.
Situation
Rapid population growth created the need for a plant initially designed for 5 Mgal/d (19 MLD) to expand four times over two decades to treat 27 MGD (102 MLD) today. With no grit removal the plant struggled with grit since start-up, spending hundreds of thousands of dollars on contractors to remove accumulated grit every 2-3 years. The plant wanted to eliminate their grit problems once and for all.
Chandler, AZ is located just 20 miles (32 KM) from downtown Phoenix. The microchip manufacturer Intel® employs nearly 12,000 people in the region. In 1980, Chandler had a population of less than 30,000. In tandem with the exponential growth of computer technology, Chandler’s population had also exponentially swelled to over a quarter of a million today. With such a rapid growth rate the city’s wastewater infrastructure was becoming strained.
The Chandler Airport Water Reclamation Facility (WRF) was built in 1998 and is one of three WRF’s in area. Given the scarcity of water in south-central Arizona, Chandler’s Airport WRF are able to reclaim / reuse 100% of their wastewater. Chandler’s effluent water is held to a Class A+ water standard allowing direct use in lakes, golf courses, aquifer recharge, and landscape irrigation.
In 2009, the plant had undergone a major expansion to treat 15 Mgal/d (57 MLD). At the time that $76 million project was the largest capital improvement project in the 98 years since the City was founded.
Problem
As a result of the growing population the plant had already been expanded three times until it could treat today’s 27 Mgal/d (10 MLD) capacity. Despite the three upgrades, a grit removal system had never been installed.
Historically, incoming grit had led to increasingly frequent maintenance on all types of processes, reduced operating capacity, shortened equipment life, and increased energy costs to run grit choked aeration basins. This forced the plant to hire contractors every 2-3 years to perform the arduous task of cleaning out grit accumulated throughout various plant processes.
Tired of wasting money, time, and effort on this futile but necessary task, the plant hired Wilson Engineers to evaluate various grit removal technologies to determine which type of system would be capable of eliminating their grit problem.
An independent third party performed on-site influent grit sampling to determine the ideal size of grit that the plant needed to target based on their endemic conditions. The testing showed that 79% of the influent grit was larger than 300 micron but when settling velocity (Sand Equivalent Size) was taken into consideration a 300 micron system would only remove 27% of the influent grit. The data showed that a system designed for 106 micron Sand Equivalent Size would capture 99% of their influent grit. The influent grit testing confirmed that the HeadCell® system with a 106 micron design would provide the solution that the Airport WRF needed.
Located adjacent to a busy municipal airport, the plant had limited space available for a new headworks grit removal system. Given their decades of experience struggling with the impacts of unchecked grit, the Airport WRF wanted a very low maintenance separation system with minimal moving parts and a proven track record of fine grit removal performance.
The Solution
Wilson Engineers (Phoenix) evaluated aerated grit basins, mechanically induced vortex, and stacked tray grit separation. They found the best system to finally solve their grit problem was Hydro International’s HeadCell® stacked tray grit removal system. The HeadCell® has no moving parts, and the stacked tray design provides increased surface area in a very small footprint. With over 600 installed units HeadCell® offers decades of independently verified performance.
In the summer of 2018, Mortensen construction installed their Advanced Grit Management® system. Each train consisting of a HeadCell®, TeaCup®, and Grit Snail®. This provided total plant protection for up to 45 Mgal/d (170 MLD) peak flows with 95% removal of all grit 106 micron and larger at peak flows and 95% removal of all grit 75 micron and larger at average flows.
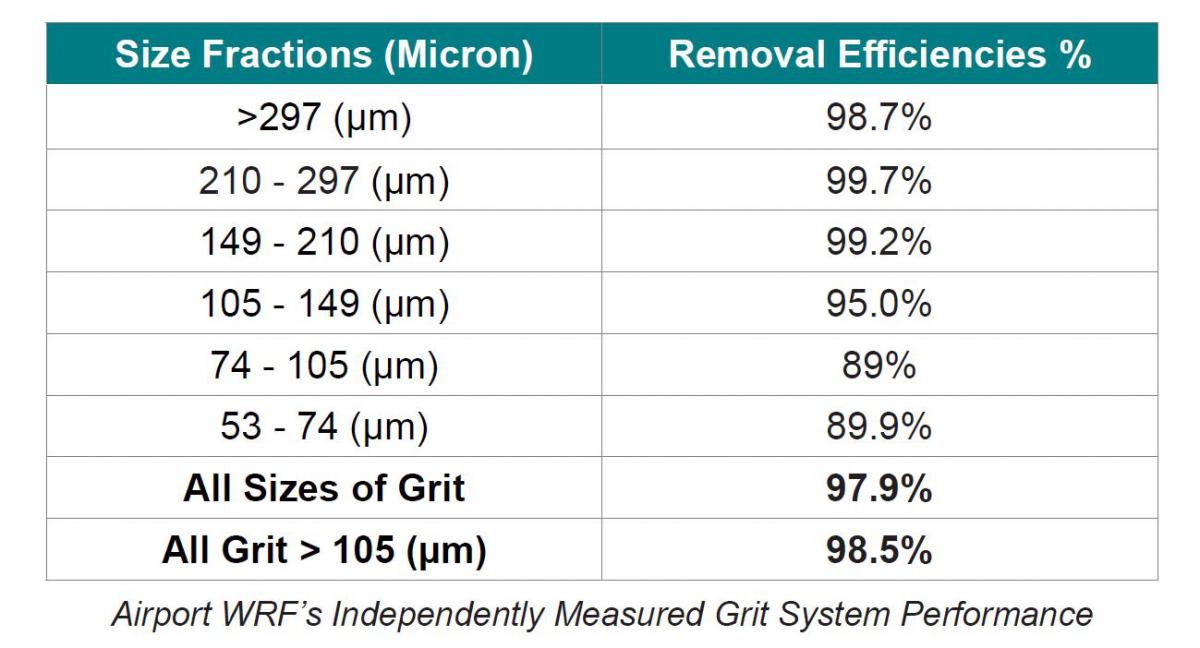
After start-up the new system’s performance was independently measured on-site and the performance results were even better than expected.
In addition to protecting all downstream equipment in their plant and reducing energy consumption, the Advanced Grit Management® system eliminated one of their most expensive recurring maintenance costs.

Related























Loading